

![[field:shorttitle/]](/uploads/allimg/190123/2-1Z123103020U1.jpg)
搪玻璃反应釜
K系列 搪玻璃反应釜 技术参数: 1.设计压力:罐体=0.2MPa、0.4MPa、0.6MPa、1.0MPa;夹套=0.6MPa; 2.搅拌器:具有多种型式的搅拌器供用户选择; 3.减速机:立式减速机; 4.轴封:填料密封(0.2M
产品详情
搪玻璃反应釜产品简介
搪玻璃反应釜是将含高二氧化硅的玻璃,衬在钢制容器的内表面,经高温灼烧而牢固地密着于金属表面上成为复合材料制品。所以,是一种优良的耐腐蚀设备。
搪玻璃反应釜维护保养
(1)每班(经常)巡回检查搪玻璃反应釜的釜内及夹套操作压力、温度、真空度等是否在设备许可的操作范围之内(尤其是反应釜夹套的使用压力不允许超压),搅拌在转动时要时常关注设备的运行声音,注意釜内温度计套管及搅拌的有否异常。
(2)设备操作工及维修工检查设备要运用看、摸、听的手段,看外表、摸温升、听声音,判断设备运行是否正常,有隐患应及时报告。
(3)搪瓷反应釜定期维护保养
①根据搪瓷反应釜的维护保养周期规定,每年安排维护两次,时间一般定于春节前后与大修期间。
②每年春节前后只对搪瓷反应釜的温度计套管及进气管进行拆出检查。
③每年大修期间除了检查温度计套管及进气管以外,还必须完成对搅拌浆、釜内壁搪瓷检查,反应釜夹套试压,减速机换油,反应釜外部防腐,保温保冷检查。
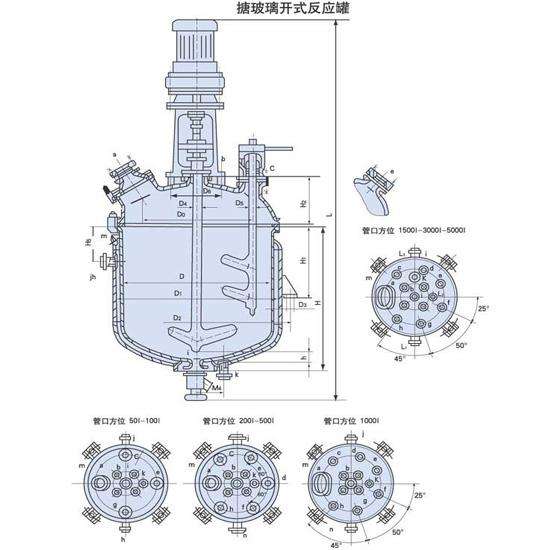
搪玻璃反应釜产品结构
搪玻璃反应釜先用胎具将钢板压制成符合烧成要求的折流板,其横截面成类似字母“Ω”形,折流板的宽度H为釜体直径的1/8~1/6,折流板顶面弧度半径R为:3δ≤R≤150mm,δ为折流板钢板厚度,侧面弧度半径r为6~50mm,然后根据反应釜体积的大小,将折流板制成一层或多层,焊接在釜体内壁上,焊缝处处理圆滑过度后,进行搪烧,组装成成品,较好地改善了反应物料流动状态,提高了反应效率。搪玻璃设备运行中停车后的检验、国外高品质的制造商都选用高品质的钢板、焊条、瓷釉,钢板焊条含碳、硫、磷杂质低,钢板内晶格结构紧密并有微量元素以抑制制造过程中吸氢,瓷釉选用耐腐蚀性能好、耐温差急变性能优异、熔点低的瓷釉。
搪烧时采用“低温长烧”、“搪烧后缓冷”的烧制工艺,一般在搪烧三次后就没有了气孔,以后的三到四次搪烧仅仅是瓷层的加厚,瓷层一半以上的厚度是致密不导电的,这样的瓷层耐腐蚀性能优异,腐蚀、摩擦、碰撞后即便瓷层厚度减薄也不会影响瓷层的性能。
搪玻璃反应釜加热方式
水加温当我们生产过程对温度要求不高时我们可以采用水加温的方式进行加热,水加热系统分为敞开式和密闭式两种。敞开式较简单,它由循环泵、水槽、管道及控制阀门的调节器所组成,当采用高压水时,设备机械强度要求高,反应釜外表面焊上蛇管,蛇管与釜壁有间隙,使热阻增加,传热效果降低。
蒸汽加热当生产要求加热温度在100℃以下时我们可以使用蒸汽加热搪玻璃反应釜的方式,这种是用一个大气压以下的蒸汽来对设备进行加热;当温度要求在100~180℃范围内,我们就得使用饱和蒸汽;当温度要求更高时,我们就必须使用高压过热蒸汽来进行加热。
电加热电加热是通过电阻丝缠绕在搪玻璃反应釜筒体的绝缘层上或安装在离搪玻璃反应釜若干距离的特设绝缘体上,因此,在电阻丝与搪玻璃反应釜体之间形成了不大的空间间隙。
用其它介质加热若我们生产工艺要求在更高温度下操作或欲避免采用高压的加热系统时,可用其它介质来代替水和蒸汽,如矿物油(275~300℃)、联苯醚混合剂([wiki]沸点[/wiki]258℃)、熔盐(140~540℃)、液态铅(熔点327℃)等。
搪玻璃反应釜技术参数
1.设计压力:罐体=0.2MPa、0.4MPa、0.6MPa、1.0MPa;夹套=0.6MPa;
2.搅拌器:具有多种型式的搅拌器供用户选择;
3.减速机:立式减速机;
4.轴封:填料密封(0.2MPa)、单端面机械密封((0.4MPa)、双端面机械密封(O.6MPa l.0MPa);
5.罐体设计压力超过0.6MPa的搪玻璃反应罐需特殊定货;
6.K系列反应罐主体尺寸符台HG/ T2371-92. GB:T 25027-2010标准,并在此基础上进行了改进。;











